|
Theory of Holding Pressure and Process Window
The injection of the plastic into
the cavity can be divided into two main phases. The first phase is the
injection phase. The mold cavity is completely filled with the molten plastic
in the injection phase. The second phase is the holding phase. The holding
phase follows the Injection phase. The holding pressure must pack into the
cavity, the plastic equivalent to this volumetric shrinkage that occurs during
the cooling down of the plastic as it hits the cold walls of the mold. There
are various parameters that need to be controlled during this phase. These are
packing pressure, holding pressure, packing time and holding time. In most
cases packing and holding are not differentiated and are collectively called
the holding phase. This type of molding where the injection phase is separated
from the holding phase is called de-coupled molding, a term coined by RJG
Technologies.
The packing phase consists of
packing the cavity with plastic equal to the theoretical weight of the part.
The theoretical weight is equal to the density of the plastic multiplied by the
volume of the cavity. Any less plastic will result in an under-packed part and
any more will result in an over-packed road. Under-packed parts results in
defects such as sinks and voids in the parts. Such parts usually exhibit post
molding shrinkage. Over-packed parts can have in-built stresses that usually
get relieved after molding resulting in defects like warpage or premature
failure. This section will deal with the pressures related to the holding
phase. The next section will deal with the times related to the holding phase.
The ideal holding pressure is
determined by evaluating the Process Window of the mold. The Process Window is
also called the Molding Area Diagram. This is the area in which acceptable
parts are molded. The bigger the window, the robust is your process. Refer to
the picture below.
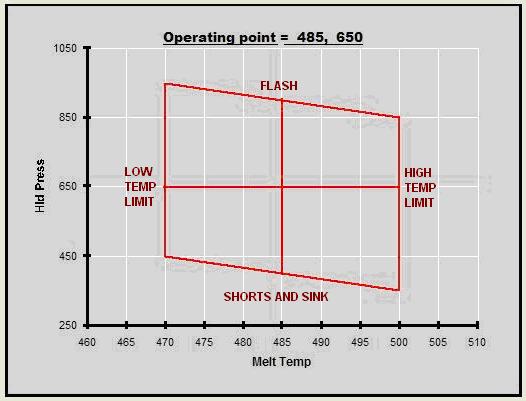
In the picture above, outside the
process window, the parts can either have sink or flash above or below the
holding pressure limits. Outside the melt temperature limits, you may have
unmelted plastic below the lower limit or degraded plastic if you go over the
limit. Both these are detrimental to the part quality. The process is set to
the center of this window so that any variations within the window would still
yield acceptable parts. The larger the window, the more robust is the process
|