-
16th May 2019, 02:13 PM
#1
Injection Graphic
Hello all!
I pulled an injection graphic as well as the pack/hold in hopes of getting an explanation of what is happening. We have 4 identical machines and molds, but each graphic looks different.
I'm hoping to get an understanding of what the graphics should look like and why.
Blue Line - Injection Velocity
It is pretty straight forward until we switch to pack and hold
There is a slight dip followed by a relatively constant velocity before dipping again at the end
What actions are creating that profile? I was thinking screw rotation, recovery and decompression...but I don't know which part is which
Green Line - Screw Position
The screw position graphic is showing position during injection, pack and hold, decompression, recovery
Orange Line - Injection Pressure
This graphic shows the injection pressure during the cycle.
I can understand why it is increasing during the injection phase, but I don't know why it is dipping before leveling off in the pack/hold
There is also some dipping at the end that I'm not sure what it is from?
Thanks!!
-
16th May 2019, 03:34 PM
#2
Re: Injection Graphic
Hello Mr Rookie,
A lot of this graphical interpretation has to go along with what you're asking the machine to do, and looking at the part a the same time, ..........so, I am just guessing here without knowing fill time, s/o at 95% full?, graph starts reading at left to right, cold runner, flat injection profile, flat pack profile, etc..
Pressure curve looks fine, it looks like it builds to start flowing the plastic and has an initial peak at the gate, then dips when plastic gets through gate, then builds as cavity fills.
For injection velocity, I only focus on the fill/pack/hold portions, not the screw recovery part, at least with respect to the graph. Having said that, It looks like it dips a bit as the cavity fills, it doesn't look terrible, but if you have a flat injection profile, then the machine is not great at replicating what you're asking, (there's a machine load sensitivity test you can perform to gauge such) And if so, the machine can likely be tuned for better performance.
Hope that helps,
Joel
-
16th May 2019, 04:49 PM
#3
Re: Injection Graphic
the velocity depends on machine producer interpretation. some machines have only "absolute" velocity - not depending on direction. Some machines has a velocity counted from linear directly and in this case is for recovery direction counted smaller number minus bigger number divided by time - result has a minus
I am from old school. sometime is better to folow screw indicator. (mechanical :-)
-
18th May 2019, 09:35 PM
#4
Re: Injection Graphic
The pressure drops are the press response and valve or pump switching from velocity control to pressure control. Most machines use a graph with voltage on one side and pump pressure on the other. The press switches to the graph to start pack/hold and then the system begins active pressure control via monitoring the actual pressure in the system.
Rick.
-
21st May 2019, 09:55 PM
#5
Re: Injection Graphic
Blue line is the speed, your machine inputs from the photo indicate a profiled injection from 5.6in/s > 4.6in/s.2.5in/s then your machine has the option of a Holding Speed, which is set to 1in/s.
Obviously you can only pack parts at 1.0in/s for so long (until parts are 100% full) because it stops moving. This is captured in your graph. That dip near the end is probably your screw bouncing back from that holding pressure - In which case I'd recommend a ramped holding pressure to 0, followed by a screw recovery delay.
Allowing a pressure ramp after holding will allow all three graphs to have a nice ramped transition to 0 psi right after your holding pressure.
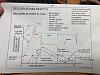
Here's a snapshot of what I'm referring to, unfortunately the time scale isn't as long as I'd like, but you can see after holding pressure how it starts to ramp down. Easier on the process and the machine that way. In this case I was using a profiled injection (yellow line) so the transfer position in this case is same as holding.
The other pic is some literature I had laying around you might find helpful. This info came from RJG

-
21st May 2019, 10:06 PM
#6
Re: Injection Graphic
If you're interested in process control, RJG makes an eDart system you can rig to your machine to capture these types of conditions over months and months, and then have the ability to go back and pull up each cycle of any day whenever you want. Helps understand where things go wrong and when. Capability, setting alarms, material lot changes, even machine issues. It's incredible how powerful of a tool it is. In a previous position I setup a network of these systems viewable from any computer. Perfect for shops that run molds for weeks and months at a time 
 Posting Permissions
Posting Permissions
- You may not post new threads
- You may not post replies
- You may not post attachments
- You may not edit your posts
-
Forum Rules






 Reply With Quote
Reply With Quote